備有限公司")
服務(wù)熱線:1362169548613621695486
服務(wù)熱線:1362169548613621695486
利用各項生物質(zhì)的資源進行產(chǎn)品加工與制造,用 以代替木材、水泥等材料使其成為新型的環(huán)保可循環(huán) 材料。該種材料對于環(huán)境保護與資源節(jié)約以及發(fā)展循環(huán)經(jīng)濟有重大意義。生物質(zhì)材料中擠出加工的應用多 在于木塑復合材料領(lǐng)域,將秸稈、木屑、鋸末等材料作 為充填物加入高分子材料中造粒共混擠出。其中廢紙纖維擠出的應用仍較少,且廢紙纖維的處理多為模壓, 加工成本高、用時長及效率低。基于廢紙纖維擠出的 連續(xù)加工雖有一定進展,但卻局限于材料成品單一,試 驗分析不完整等因素,不能完全探索出可行的擠出加 工工藝參數(shù)。且現(xiàn)有對螺桿擠出工藝參數(shù)研究均針對 塑性高分子材料,對于纖維材料為基材的擠出工藝影 響與機理方面,仍較為空白,有較大補充空間。
1 試驗材料和方法
1. 1 試驗材料與設(shè)備
課題組選用的試驗材料包括: 某包裝材料廠廢棄 瓦楞紙的瓦楞紙芯; 某化學試劑公司的羧甲基纖維素 鈉( CMC) ,分析純( analyticalreagent,AR) ; 某化工公司 的丙三醇 C3H8O3,分析純 AR。 選用的試驗設(shè)備包括: 某設(shè)備有限公司制造的 TD7-PFI 立式磨漿機; 上海精宏試驗設(shè)備有限公司的 DHG-9247A 電熱鼓風干燥箱; 某公司開發(fā)制造的 JB 系列攪拌機; 某塑 料機械制造的單螺桿塑料擠出機; 實驗室自行設(shè)計的 螺桿擠出模頭。
1. 2 制備方法
廢紙纖維擠出加工具體制備流程如圖 1 所示。
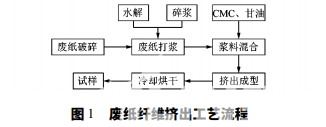
1) 廢紙打漿。將廢紙破碎為細小片狀,并于清水 中浸泡 24 h,待纖維充分軟化后通過打漿機將廢紙打 漿至絮狀,經(jīng) 0. 075 mm( 200 目) 紗網(wǎng)過濾,并擠出試 樣水分,獲得中水的質(zhì)量分數(shù)為 70% 的廢紙漿。
2) 漿料混合。將質(zhì)量分數(shù)分別為 13% 、10% 的 羧甲基纖維素鈉( CMC) 和甘油加入制備的紙漿內(nèi),加 入適量水保證水的質(zhì)量分數(shù)為 71. 5% 。然后將物料 在 85 ℃水浴鍋攪拌 10 min,使物料混合均勻。
3) 擠出成型。將混合均勻的漿料置于擠出機填 料口,控制溫度、轉(zhuǎn)速及模頭形狀等因素,獲得連續(xù)擠出的生物質(zhì)型材。
4) 冷卻烘干。將擠出型材送入烘箱,在 60 ℃ 環(huán) 境下烘干 6 h,通過修邊定型等工藝,獲得最終的擠出 試樣。
1. 3 試驗方案設(shè)計
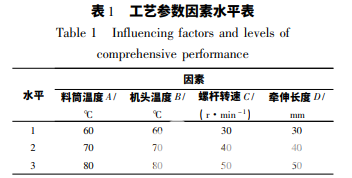
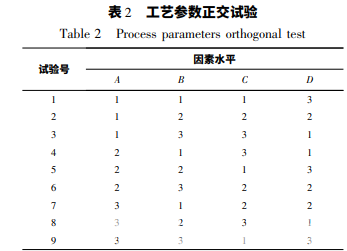
根據(jù)前期原理性試驗結(jié)果,確定擠出工藝參數(shù)的 影響因素及水平,具體見表 1。正交試驗安排見表 2。
1. 4 試驗性能測試
采用 GB /T 1936. 2—2009《木材抗彎彈性模量測 定方法》,測試擠出樣品的抗彎彈性模量; 采用 GB /T 1936. 2—2009《木材抗彎強度試驗方法》,測試擠出樣 品的抗彎強度; 采用 GB /T 1936. 2—2009《木材順紋抗 壓強度試驗方法》,測試擠出樣品的抗壓強度; 采用 GB /T 1932—2009《木材干縮比測定方法》,測試擠出 樣品的干縮比; 采用 GB /T 1933—2009《木材密度測定 方法》,測試擠出樣品的密度。
2 試驗結(jié)果與討論
由于擠出試樣用作代木材料, 抗彎強度與抗壓強度作為主要性能,密度和干縮比為 次要性能。通過專家評判法,將抗壓強度權(quán)重因數(shù)賦 值 0. 4,抗彎強度與抗彎彈性模量權(quán)重因數(shù)均賦值 0. 2,密度與干縮比權(quán)重因數(shù)均賦值 0. 1,獲得試樣的綜合 評分。料筒溫度 70 ℃,機頭溫度 70 ℃,螺桿轉(zhuǎn)速 40 r/min,牽伸長度 40 mm。可知決定擠出試 樣綜合性能的影響排序為機頭溫度 > 螺桿轉(zhuǎn)速 > 牽伸 長度 > 料筒溫度; 決定擠出試樣抗壓強度、抗彎強度及 干縮比及密度的影響排序為機頭溫度 > 螺桿轉(zhuǎn)速 > 牽 伸長度 > 料筒溫度; 決定擠出試樣抗彎彈性模量的影 響排序為機頭溫度 > 料筒溫度 > 牽伸長度 > 螺桿轉(zhuǎn) 速。在具體提高某一項指標時可用作獨立參考條件。擠出試樣的抗 彎彈性模量和密度降低; 而抗彎強度、抗壓強度和干縮 比均在 70 ℃時達到拐點。這是由于料筒溫度為混合 漿料的反應溫度,決定了混合漿料的混煉效果。當料 筒溫度過低時,纖維漿料過硬,流動性差,容易在擠出 料筒內(nèi)堆積,影響擠出效果; 隨著料筒溫度的增加,纖 維材料軟化,混合漿料流動性增強,使擠出順利連續(xù)進 行,堆積現(xiàn)象減少,故試樣密度降低; 但料筒溫度過高 時會使纖維材料焦化,影響材料與添加劑之間的混合 與反應,且影響物料流動性,降低漿料黏度,造成試樣 冷卻定型中易出現(xiàn)裂痕,強度低等問題。同時,料 筒溫度過高會使膠黏劑粘壁,水蒸發(fā)為蒸氣,造成擠出 試樣不規(guī)整,甚至噴漿; 當料筒溫度過低時,膠黏劑與 生物質(zhì)纖維反應不完全,擠出試樣含有一定的膠黏劑 顆粒,影響試樣性能。在 60 ~ 80 ℃ 合適范圍內(nèi),料筒 溫度的最佳值為 70 ℃。隨著螺桿轉(zhuǎn)速的提高,擠出機生產(chǎn)速率提高,剪切 速率增加,物料在料筒內(nèi)以層流狀向前運送,反應時間 減少,焦化現(xiàn)象也減少,使試樣擠出產(chǎn)量、成型周期和 物料連貫性及表觀質(zhì)量均提高,物料的混煉效果好,制 品被擠出口模后表面光滑,外觀質(zhì)量較好; 但隨著螺桿 轉(zhuǎn)速的進一步提高,混合漿料表觀黏度下降,反應時間 過短,混煉時間過少,擠出試樣含有一定的膠黏劑顆 粒,且漿料在口模中融合效果變差,牽伸冷卻不均勻, 試樣各項性能降低。
3 結(jié)論
1) 料筒溫度過高會使膠黏劑粘壁,水份蒸發(fā),試 樣不規(guī)整,甚至噴漿; 當料筒溫度過低時,膠黏劑與生 物質(zhì)纖維反應不完全,試樣含有膠黏劑顆粒。
2) 機頭溫度較低時,混合漿料黏度增大,流動性 降低,纖維易過早冷卻固化,擠出試樣不規(guī)則; 機頭溫 度過高時,漿料內(nèi)部水分蒸發(fā),試樣出現(xiàn)裂紋和氣孔, 甚至噴漿。
3) 隨著螺桿轉(zhuǎn)速的提高,剪切速率增加,物料在 料筒內(nèi)以層流狀向前運送,焦化現(xiàn)象減少,物料的混煉效果好; 但螺桿轉(zhuǎn)速過高,混合漿料表觀粘度下降,反 應時間過短,擠出試樣含有一定的膠黏劑顆粒,牽伸冷 卻不均勻。
4) 牽伸長度過短時,纖維連接不緊密,易產(chǎn)生裂 紋,尺寸比預期小; 牽伸長度過大時,混合漿料在模口 堆積,尺寸不穩(wěn)定,擠出速率不均勻,物料各段密度不一。 綜上,料筒溫度為 70 ℃,機頭溫度為 70 ℃,螺桿 轉(zhuǎn)速為 40 r/min,牽伸長度為 40 mm 時試樣綜合性能 最優(yōu),且決定擠出試樣抗壓強度、抗彎強度、抗彎彈性 模量、干縮比和密度的最大影響因素均為機頭溫度。 本研究獲得適用于生物質(zhì)材料連續(xù)擠出加工工藝 參數(shù),對生物質(zhì)材料連續(xù)擠出生產(chǎn)工業(yè)應用具有一定 實際意義。但本研究仍有一些不足,如擠出機為小型 機,擠出模頭形狀單一,今后需進一步對擠出機類型與 口模形狀進行分析。
產(chǎn)品中心 | 技術(shù)支持 | 下載中心 | 在線留言 | 合作伙伴 | 新聞動態(tài) | 關(guān)于精宏 | 聯(lián)系我們 |

Copyright © 2002-2020 上海蟻霖科學儀器有限公司 版權(quán)所有
備案號: 滬ICP備19002068號
服務(wù)熱線:13621695486
售后電話:13621695486
公司郵箱:yilinkexue@163.com
公司地址:上海浦東新區(qū)金高路2131弄17號401室
 掃一掃進入手機官網(wǎng)
掃一掃進入手機官網(wǎng)
 掃一掃關(guān)注我們
掃一掃關(guān)注我們